来源:济南泉西重型锻造机械有限公司 网址:www.qxzxdz.cn
发布日期 2017-07-03 浏览: 0
来源:济南泉西重型锻造机械有限公司 网址:www.qxzxdz.cn
发布日期 2017-07-03 浏览: 0
 环形锻件辗环成形的过程可分为环料咬人阶段、稳定成形阶段、成形结束阶段。在环料稳定成形阶段,进给速度和旋转速度都不大,速度变化也较小,处于近似静力平衡状态。
环形锻件辗环成形的过程可分为环料咬人阶段、稳定成形阶段、成形结束阶段。在环料稳定成形阶段,进给速度和旋转速度都不大,速度变化也较小,处于近似静力平衡状态。
The forming process of ring forging can be divided into ring material biting stage, stable forming stage and forming end stage. In the steady forming stage of ring material, the feed speed and rotational speed are little, and the speed change is small, and it is in the approximate static equilibrium state.
辗环类似轧钢的穿孔辗压成形,环形锻件连续咬人孔型是使环料转动并实现稳定辗压成形的必要条件。环料咬人孔型的力学模型如图6—3—1所示。图中,P1和T1分别为驱动辊对环料的正压力和摩擦力,P2为芯辊对环料的正压力(芯辊为空转辊,它随环料一起转动,没有摩擦力矩作用,所以芯辊对环料摩擦力的合力为零,而仅有正压力)。
Ring piercing rolling is similar to steel rolling, and the continuous bite pass of ring forging is the necessary condition for the rotation of the ring and stable roll forming. The mechanical models of the ring pass are shown in figures 6 - 3 - 1. In the figure, P1 and T1 respectively to drive positive pressure and friction roller of ring material, P2 as the core and positive pressure on the ring material (core roller for idle roll, it rotates with the ring material, no friction torque, so the core roller ring material friction force is zero, and only positive pressure).
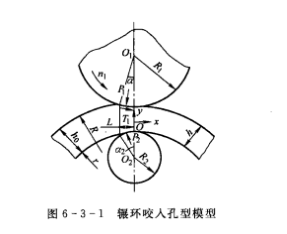
令a1和a2分别为驱动辊和芯辊与环料的接触角,R1和R2分别为驱动辊和芯辊的工作半径,h0和h1分别为环料在孔型人口处和出口处的壁厚,Ah=h0一h为环形锻件在孔型中每转壁厚减小量,n1为驱动辊转速,L为接触弧长在进给方向的投影长度。
A1 and A2 were the driving roller and the core roller and ring material contact angle, R1 and R2 respectively the working radius of driving roller and roller, H0 and H1 respectively in the ring material entrance and exit hole wall thickness, Ah=h0 h ring forgings in the pass thickness reduction per turn a small amount of N1, the drive roller speed, L projection length in the feed direction of the contact arc.
为使环形锻件咬入孔型,则环料的拽入力必须大于或等于它的推出力,而进给方向环料的受力状态是平衡的。
In order to make the circular forging bite into the groove, the pulling force of the ring material must be greater than or equal to its pushing force, and the force state of the feed direction ring material is balanced.
![]()

济南泉西重型锻造机械有限公司@版权所有 鲁ICP备13005818号
手机:13969139333 (张经理) 手机:13156159292(马经理)
电话:0531-87508898
地址:济南市槐荫区宋庄工业园
技术支持:企力网 网站地图 /XML地图
本站部分素材搜集来源网络,如内容有侵权,请联系我司立即删除!本站内容按照相关法律法规进行编写;如有不当请联系我司立即删除!